Introdução: A Espinha Dorsal da Manufatura Moderna
O que é a Injeção Plástica? Uma Visão Geral
A injeção plástica é um dos processos de fabricação mais importantes da indústria moderna, pois produz em massa uma infinidade de produtos que usamos todos os dias. De forma simples, o método aquece pequenos grãos de plástico (polímeros) até se tornarem um líquido. Em seguida, a máquina injeta esse plástico derretido com alta pressão dentro de um molde de metal. Após esfriar e endurecer, o material assume o formato exato do molde, criando uma peça pronta. Em outras palavras, este processo combina ciência dos materiais, engenharia e automação, permitindo-nos criar peças com formatos complexos e precisão incrível, algo que outros métodos tornariam muito caro ou até impossível.
Por que a Injeção Plástica Domina a Produção em Massa?
A injeção plástica reina na produção em massa por sua combinação única de eficiência, precisão, consistência e versatilidade. Primeiramente, a capacidade de produzir milhões de peças idênticas em ciclos de poucos segundos torna o processo extremamente eficiente. Embora o custo para fabricar o molde seja alto, o preço por peça cai drasticamente em grandes quantidades, tornando-a a opção mais econômica para altos volumes.
Além da eficiência, a injeção plástica constrói a ponte perfeita entre um projeto digital e um objeto físico em escala industrial. Na prática, ela transforma um modelo 3D (CAD) em milhões de peças físicas idênticas, com alta fidelidade e baixo custo unitário. Por essa razão, nenhuma outra tecnologia equilibra tão bem velocidade, custo, complexidade e consistência em volumes tão altos, consolidando seu papel como a base da fabricação de produtos de consumo em todo o mundo.
Uma Jornada Histórica: Da Parkesine à Indústria 4.0

Os Pioneiros: A Gênese da Moldagem
A história da moldagem por injeção começa no século XIX, quando inventores buscavam alternativas baratas para materiais naturais caros, como marfim. Em 1862, o britânico Alexander Parkes deu o primeiro grande passo ao inventar a “Parkesine“, considerado o primeiro plástico comercial. Esse material podia ser aquecido, moldado e mantinha sua forma após resfriar.
Contudo, o passo decisivo veio com o americano John Wesley Hyatt. Em 1868, ele aperfeiçoou a invenção para criar o Celuloide, inicialmente para substituir o marfim em bolas de bilhar. Para fabricar seus produtos, Hyatt e seu irmão patentearam, em 1872, a primeira máquina de moldagem por injeção. O equipamento funcionava como uma grande seringa: um pistão empurrava o plástico derretido através de um cilindro aquecido para dentro de um molde, criando pentes, botões e outros itens.
A Revolução dos Polímeros e a Expansão Industrial
Posteriormente, o início do século XX marcou uma nova fase com a criação dos plásticos sintéticos. A invenção da Baquelite, em 1907, pelo belga Leo Baekeland, iniciou a era dos plásticos modernos, feitos de petróleo e carvão.
O grande impulso para a expansão da indústria, no entanto, veio com a Segunda Guerra Mundial, pois a necessidade de produtos baratos e fabricados em série acelerou o desenvolvimento tecnológico. Foi nesse período que, em 1946, o inventor americano James Watson Hendry criou a primeira máquina injetora com rosca. Essa inovação revolucionou o processo, pois a rosca derretia e misturava o plástico de forma mais uniforme, além de controlar com precisão a injeção. Como resultado, a qualidade e a consistência das peças melhoraram drasticamente, permitindo o uso de uma variedade muito maior de plásticos que surgiram após a guerra.
Decodificando o Processo: O Ciclo de Injeção e a Máquina
O Equilíbrio de Temperatura, Pressão e Tempo
Para que a injeção plástica funcione perfeitamente, o operador precisa controlar três fatores interdependentes: temperatura, pressão e tempo. A temperatura derrete os grãos de plástico, transformando-os em uma massa fluida. Em seguida, a pressão força esse líquido a preencher o molde e, depois, compensa o encolhimento natural do material enquanto ele esfria. Por fim, o tempo controla a duração de cada etapa, garantindo que o ciclo produza uma peça de alta qualidade. Portanto, dominar o ajuste fino desses três elementos é o segredo para uma produção eficiente.
As Etapas do Ciclo de Moldagem
Com esses princípios em mente, podemos entender o ciclo de injeção como uma sequência automática e repetitiva. Primeiro, a máquina une e trava as duas metades do molde com uma força de fechamento imensa para impedir vazamentos. Com o molde fechado, a rosca gira e puxa os grãos de plástico do funil, aquecendo-os por atrito e com resistências elétricas. Esse processo, chamado de plastificação, transforma o plástico sólido em uma massa derretida e uniforme.
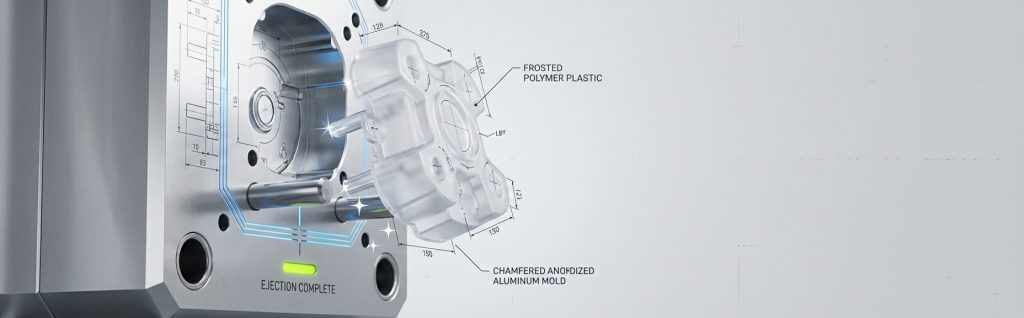
Assim que a quantidade certa de material está pronta, a rosca avança como um pistão, injetando o plástico sob alta pressão e velocidade nas cavidades do molde. Logo após o preenchimento, uma pressão menor, chamada de recalque, compensa o encolhimento do plástico. Na fase de resfriamento, a peça endurece enquanto a água gelada circula por canais dentro do molde. Finalmente, o molde se abre e um sistema de pinos ejetores empurra a peça pronta para fora, reiniciando o ciclo.
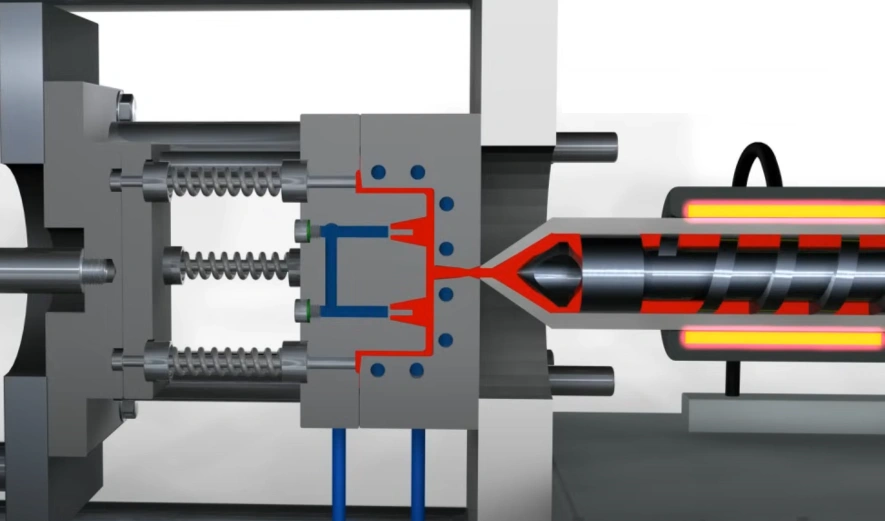
A Anatomia da Máquina Injetora

Para que todas essas etapas ocorram, uma máquina de injeção se divide em duas partes principais, além do molde: a Unidade de Fechamento, que segura, abre, fecha e trava o molde com força; e a Unidade de Injeção, o coração da máquina, onde o plástico é processado.
Dentro da unidade de injeção, encontramos o Funil, que armazena os grãos de plástico; o Canhão, um cilindro de aço onde a rosca gira; a Rosca, peça crucial que transporta, comprime, derrete e homogeneíza o material; e o Bico Injetor, que conecta o canhão ao molde. Por sua vez, o Molde é a ferramenta personalizada que dá forma à peça, contendo as cavidades, os canais de refrigeração e o sistema de extração.
A Ciência dos Materiais: Selecionando o Polímero Ideal
Termoplásticos vs. Termofixos

A indústria de injeção utiliza duas categorias de plásticos, classificadas por sua reação ao calor: termoplásticos e termofixos.
Os Termoplásticos são, de longe, os mais comuns. Como a manteiga, eles amolecem e derretem quando aquecidos e endurecem quando resfriados. Esse processo reversível permite que sejam moldados várias vezes, facilitando a reciclagem. Geralmente, são conhecidos por sua flexibilidade e boa resistência a impactos.
Por outro lado, os Termofixos se comportam como uma massa de bolo. Durante a moldagem, eles passam por uma reação química que os endurece permanentemente. Uma vez curados, não podem ser derretidos novamente; se reaquecidos, eles queimam. São valorizados por sua alta rigidez e resistência ao calor e a produtos químicos. Exemplos incluem resinas epóxi, poliuretanos (PU) e a baquelite.
Os Polímeros Mais Comuns para Injeção
A partir dessa distinção, a escolha do material certo busca um equilíbrio entre propriedades, aparência, custo e facilidade de processamento. O Polipropileno (PP), por exemplo, é um dos plásticos mais versáteis e baratos. Ele oferece excelente resistência a produtos químicos e à fadiga, tornando-o ideal para peças com dobradiças, embalagens de alimentos e componentes automotivos.
Outro material amplamente utilizado é o Acrilonitrila Butadieno Estireno (ABS), famoso por seu ótimo equilíbrio de propriedades. Ele combina rigidez e resistência com tenacidade a impactos. O resultado é um material robusto, com um ótimo acabamento superficial, ideal para carcaças de eletrônicos, painéis de carros, brinquedos (como os blocos de LEGO) e eletrodomésticos.
Similarmente, o Poliestireno (PS) é conhecido por sua transparência (na forma cristal), rigidez e baixo custo. Por ser fácil de moldar e ter um bom acabamento, é amplamente utilizado em produtos descartáveis como copos, talheres e potes de iogurte, além de caixas de CD. Sua versão reciclada é comumente o Poliestireno de Alto Impacto (PSAI), um material mais opaco e resistente, ideal para cabides, utensílios de escritório e partes internas de eletrônicos que não exigem transparência.
Plásticos de Engenharia para Aplicações Exigentes
Para aplicações mais robustas, no entanto, os plásticos de engenharia são a escolha certa. O Policarbonato (PC) se destaca por sua extraordinária resistência a impactos (é praticamente inquebrável), alta transparência e estabilidade em altas temperaturas. Por isso, fabricantes o utilizam em lentes de óculos de proteção, escudos, faróis de carros e capas transparentes para celulares.
Já o Tereftalato de Polietileno (PET) domina a indústria de embalagens. Ele cria uma excelente barreira contra gases e umidade, o que o torna perfeito para garrafas de bebidas. Além disso, é rígido, resistente e estável. Além de garrafas, a indústria o utiliza em potes de alimentos e filmes plásticos.
Aplicações Industriais: Onde a Injeção Plástica Ganha Forma
Da Mobilidade à Saúde: Setores de Alta Precisão
Na indústria automotiva, a injeção plástica é essencial para produzir componentes como painéis, para-choques, grades e acabamentos internos. O uso de plásticos de engenharia permite criar peças leves e duráveis com formatos complexos, que ajudam a reduzir o peso do veículo e a melhorar o consumo de combustível.
Da mesma forma, o setor médico depende da injeção para fabricar dispositivos de alta precisão, onde a higiene é crucial. A indústria injeta a maioria dos produtos descartáveis, como seringas, conectores de soro, pipetas e kits de testes, que ajudam a evitar contaminações e garantem a segurança do paciente.
Do Lar à Tecnologia: Bens de Consumo e Eletrônicos
Além desses setores, a injeção plástica molda a aparência e a estrutura da maioria dos eletrônicos. Carcaças de smartphones, gabinetes de computadores, molduras de TVs e teclados são produzidos em massa por este método. Os plásticos oferecem isolamento elétrico, leveza, resistência a impactos e liberdade de design a um custo de produção muito baixo.
Essa é, talvez, a aplicação mais visível e de maior volume. Itens do cotidiano como tampas de garrafa, potes de iogurte, talheres descartáveis, brinquedos e caixas organizadoras são fabricados por injeção. A capacidade de produzir peças de alta qualidade em ciclos rápidos torna a tecnologia perfeita para atender à demanda constante do mercado de consumo.
Do Campo ao Design: Setores Agrícola e Moveleiro
No agronegócio, por exemplo, a injeção plástica oferece alternativas eficientes e de menor custo às peças de metal. Componentes como buchas para canecas de elevadores de grãos, guias e roldanas são produzidos com polímeros de alta performance, que resistem ao desgaste e à corrosão, aumentando a vida útil dos equipamentos e reduzindo a necessidade de manutenção.
Enquanto isso, no setor moveleiro, o processo é fundamental para produzir itens que unem funcionalidade e design. Puxadores, pés de móveis, dobradiças e acabamentos são fabricados em massa, permitindo uma grande variedade de formas e cores a um baixo custo. Essa versatilidade ajuda a criar móveis modernos e acessíveis.
Design para Manufatura (DfM): Projetando para o Sucesso
As Regras de Ouro do Design para Injeção
O Design para Manufatura (DfM) foca em projetar uma peça para que seja fácil de fabricar. Na injeção plástica, seguir os princípios do DfM é uma estratégia econômica crucial. Cada regra se traduz em economia, seja por meio de ciclos mais rápidos, menos defeitos, menor uso de material ou maior vida útil do molde.
- Espessura de Parede Uniforme: Manter a mesma espessura em toda a peça é a regra mais importante. Variações podem causar empenamento ou marcas de afundamento. Se forem necessárias, as transições devem ser suaves e graduais.
- Ângulos de Saída (Draft): Todas as faces da peça devem ter uma leve inclinação (1 a 3 graus). Esse ângulo ajuda a peça a sair do molde sem ficar presa ou arranhar.
- Cantos Arredondados: Cantos vivos criam pontos de tensão e dificultam o fluxo do plástico. Arredondá-los melhora o fluxo, distribui as tensões e torna a peça mais resistente.
- Nervuras de Reforço: Para tornar uma peça mais forte, adicione nervuras de reforço em vez de engrossar a parede. Elas dão suporte à peça sem adicionar muito peso ou custo.
Otimizando o Projeto do Molde
Vale ressaltar que o design da peça afeta diretamente a complexidade e o custo do molde. Por isso, os projetistas devem considerar alguns fatores desde o início:
- Linha de Partição: É a linha onde as duas metades do molde se encontram. Uma linha reta e simples é sempre a melhor opção para a aparência da peça e a simplicidade do molde.
- Ponto de Injeção (Gate): O local por onde o plástico entra no molde influencia como ele se espalha e onde as tensões se formam. A escolha do tipo e da posição do ponto de injeção é crítica.
- Sistema de Extração: O método para remover a peça (pinos, placas, etc.) não deve deixar marcas em superfícies importantes.
Em suma, para garantir um projeto viável, o designer do produto e o fabricante do molde devem trabalhar juntos desde o início.
Análise de Qualidade: Solucionando Defeitos Comuns

Identificando Imperfeições Comuns
Defeitos em peças injetadas são sintomas de um desequilíbrio no processo, no design ou no material. Uma abordagem sistemática para encontrar a causa do problema é essencial para garantir a qualidade.
- Rebarbas (Flash): Uma fina camada de plástico extra que vaza pelas frestas do molde quando a força de fechamento é insuficiente.
- Rechupe (Sink Marks): Pequenas depressões na superfície, geralmente em áreas mais grossas, onde o plástico encolhe de forma desigual.
- Linhas de União (Weld Lines): Marcas visíveis que aparecem onde dois fluxos de plástico se encontram, criando uma área mais fraca.
- Injeção Incompleta (Short Shot): Ocorre quando o plástico não preenche todo o molde, resultando em uma peça com falhas.
- Empenamento (Warpage): Acontece quando a peça fica torta ou distorcida devido a tensões internas causadas por um resfriamento desigual.
Causas Raízes e Ações Corretivas
Felizmente, para cada um desses problemas, existem soluções. A seguir, temos um guia rápido para resolver os defeitos mais comuns, mostrando as causas prováveis e as ações corretivas.
Guia Rápido de Solução de Defeitos de Injeção
| Rebarbas |
|---|
| Causas Prováveis: Força de fechamento fraca; Pressão/velocidade de injeção muito alta; Temperatura do material muito alta; Molde danificado. |
| Soluções de Processo: Aumentar a força de fechamento; Reduzir a pressão e/ou velocidade de injeção; Diminuir a temperatura do plástico. |
| Soluções de Design/Molde: Reparar o molde; Verificar se as saídas de ar não são muito grandes. |
| Rechupe |
|---|
| Causas Prováveis: Pressão de recalque insuficiente; Temperatura muito alta; Resfriamento muito rápido. |
| Soluções de Processo: Aumentar a pressão e o tempo de recalque; Reduzir a temperatura do plástico e do molde; Aumentar o tempo de resfriamento. |
| Soluções de Design/Molde: Projetar paredes com espessura uniforme; Posicionar o ponto de injeção perto das áreas mais grossas. |
| Linhas de União |
|---|
| Causas Prováveis: Baixa temperatura do material ou do molde; Baixa velocidade de injeção. |
| Soluções de Processo: Aumentar a temperatura do material e do molde; Aumentar a velocidade e a pressão de injeção. |
| Soluções de Design/Molde: Mudar a posição do ponto de injeção para que a linha se forme em um local menos visível ou crítico. |
| Injeção Incompleta |
|---|
| Causas Prováveis: Material insuficiente; Baixa pressão ou velocidade; Plástico esfriando muito rápido; Saídas de ar do molde bloqueadas. |
| Soluções de Processo: Aumentar a quantidade de material; Aumentar a pressão e a velocidade de injeção; Aumentar a temperatura do material e do molde. |
| Soluções de Design/Molde: Aumentar a espessura das paredes; Melhorar as saídas de ar do molde para que o ar possa escapar. |
Análise Comparativa com Outras Tecnologias
Injeção Plástica vs. Impressão 3D (Manufatura Aditiva)
A escolha da tecnologia de fabricação depende do estágio do produto e do volume de produção. A Injeção Plástica, por exemplo, é ideal para alto volume (milhares a milhões de peças). O custo inicial do molde é alto, mas o custo por peça se torna extremamente baixo em grandes quantidades. A velocidade de produção é altíssima, com ciclos de segundos, mas há mais restrições de design.
Em contrapartida, a Impressão 3D é perfeita para protótipos e baixo volume (1 a centenas de peças). Sem custo de molde, ela permite alterações rápidas e baratas no design. Oferece liberdade geométrica quase ilimitada, mas o custo por peça é alto e o tempo de produção é muito maior (horas em vez de segundos).
Injeção Plástica vs. Usinagem CNC (Manufatura Subtrativa)
Da mesma forma, a Injeção Plástica dá forma ao material, sendo muito mais rápida e barata para grandes volumes. A Usinagem CNC, por outro lado, remove material de um bloco sólido para esculpir a peça. Ela oferece altíssima precisão e é ideal para protótipos funcionais e volumes de produção baixos a médios. O custo de ferramental é baixo, mas o tempo por peça é mais longo e há mais desperdício de material, o que eleva o custo unitário em comparação com a injeção em larga escala.
No fim das contas, essas tecnologias não são concorrentes, mas complementares. Uma boa estratégia de desenvolvimento de produto utiliza a impressão 3D para os primeiros protótipos, a usinagem CNC para testes mais robustos e, finalmente, a injeção plástica para a produção em massa.
O Futuro: Inovação e Sustentabilidade
A Revolução da Indústria 4.0: Manufatura Inteligente
Atualmente, a Indústria 4.0 está transformando as fábricas de injeção em sistemas inteligentes e conectados. A automação com robôs para retirar peças e verificar a qualidade, por exemplo, aumenta a precisão e permite que a produção funcione 24/7.
Além disso, sensores inteligentes nos moldes e máquinas monitoram o processo em tempo real. Esses dados alimentam sistemas de inteligência artificial que ajustam os parâmetros automaticamente para corrigir problemas antes que aconteçam. Isso também permite a manutenção preditiva, na qual o sistema avisa quando uma máquina precisa de reparo antes que ela quebre, evitando paradas inesperadas e aumentando a eficiência.
Bioplásticos e a Economia Circular
Paralelamente a essa revolução digital, a sustentabilidade tornou-se uma prioridade. A busca por alternativas impulsionou o desenvolvimento de bioplásticos, feitos de fontes renováveis como milho e cana-de-açúcar. Materiais como o PLA e o PHA estão ganhando espaço, embora ainda enfrentem desafios como custos mais altos e a necessidade de infraestrutura adequada para reciclagem.
Felizmente, a digitalização e a sustentabilidade se conectam para resolver esses desafios. Uma máquina inteligente pode analisar as propriedades de materiais reciclados ou bioplásticos em tempo real e ajustar os parâmetros de injeção para compensar variações, garantindo a qualidade do produto final. Portanto, a Indústria 4.0 não é apenas sobre eficiência; ela tornará possível uma economia de plásticos verdadeiramente circular.
As tendências de digitalização e sustentabilidade estão conectadas e se ajudam. Um dos maiores desafios para usar materiais reciclados e bioplásticos em larga escala é que suas propriedades podem variar de um lote para outro, o que dificulta o controle de qualidade. É aqui que a Indústria 4.0 entra como a solução. Uma máquina “inteligente”, com sensores e IA, pode analisar as características de cada lote de material em tempo real e ajustar automaticamente os parâmetros de injeção para compensar qualquer variação, garantindo a qualidade do produto final. Portanto, a digitalização não é apenas sobre eficiência; é o que tornará possível uma economia de plásticos verdadeiramente circular e sustentável em escala industrial.
Conclusão: A Relevância Contínua da Injeção Plástica
Em resumo, a jornada da injeção plástica, de uma simples invenção do século XIX a uma tecnologia de ponta, mostra sua incrível capacidade de adaptação. Ela se consolidou como o método insubstituível para a produção em massa de produtos plásticos complexos, de alta qualidade e baixo custo.
As forças da Indústria 4.0 e da sustentabilidade estão, agora, moldando seu próximo capítulo. A injeção plástica está se tornando mais inteligente e sustentável, adaptando-se para processar uma nova geração de materiais reciclados e de base biológica. Essa união garantirá que o processo não apenas continue relevante, mas siga como uma força essencial para a inovação e a manufatura nas próximas décadas.




{kind=link}